铝合金低压铸造成套设备专业制造商
全国统一服务热线:
025-68723839
025-68723839
小时全国服务热线
HURS SERVICE HOTLINE
低压浇注机安全防护要求:
1、低压铸造机的主要危险区域属于模具模块,应采取相应措施予以消除;
2、设备的夹紧模块和核心插入模块是液压驱动的。合模插入型芯后,应保证铸件的可靠合模。模式锁定开关仅用作信号提示。液压系统的压力应保持在铸件上,直至其完全成型和凝固。手术台应配备相应的显示装置。
3、在任何情况下,合模与浇注必须联动,可有效避免模具不到位时的浇注动作;
4、设备的合模模块要准确知道合模精度,并可设置位移传感器进行提示,可有效防止原料在浇注时从分型面溢出或飞溅;
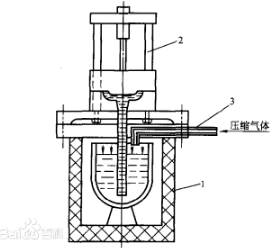
5、保温炉的上升管、过渡套和浇口应密封严密,保温炉工作正常,放置好位置后浇注;

6、设备的控制器数量应与交换机上规定的工作人员数量相同;
7、浇注或凝固原料液时,浇注机应保证其他所有控制动作均处于联锁状态;
8、从整体设计上看,要保证模具能牢固地安装在活动座板和固定座板上,避免因意外松动对操作者造成危险。
能做到避免造成磨具损害的方法,那么想必能很大程度上保障设备的正常使用。
1、模具温度模具在生产前应预热到一定温度。否则,当高温熔融金属充入时,会发生冷却,导致模具内外层温度梯度增大,导致模具表面产生热应力和开裂甚至开裂。在生产过程中,模具温度不断升高。模具温度过热时,容易产生模具,运动部件失效,造成模具表面损坏。低温浇注机应安装冷却温度控制系统,使模具的工作温度保持在一定范围内。
2、充填金属液的低压铸造机充满了高压和高速,必然会对模具造成严重的冲击和腐蚀,产生机械应力和热应力。熔融金属、杂质和气体在冲击过程中也会与模具表面产生复杂的化学相互作用,加速腐蚀和开裂。当熔融金属充满气体时,它首先会在型腔的低压区膨胀。当气压升高时,会引起向内爆破,拉出型腔表面的金属点,造成空化损坏和断裂。
3、在抽芯和开模过程中,一些零件的变形也会产生机械应力。
4、低压铸造机的生产过程在每个压铸件的生产过程中,由于模具与低压铸造机的液体进行热交换,模具的表面温度会发生变化周期性地,引起周期性的热膨胀冷却和收缩,从而产生周期性的热膨胀和收缩。热应力。例如,铸造模具时,模具表面因温度升高而处于压应力状态,而模具从铸件中脱模后,模具表面因温度升高而处于拉应力状态。衰退。当交变应力反复循环时,模具内部的累积应力越来越大,当应力超过材料的疲劳极限时,模具表面就会出现裂纹。
南京博乔机械

15305196359

18402549059

13706774651
